PCD系列刀具
PCD刀具即聚晶金刚石刀具,是以金刚石微粉为原料,通过高压高温(HPHT)工艺与粘结剂烧结而成的超硬刀具,硬度仅次于天然金刚石,具备高耐磨性、低摩擦系数、高导热性等特点,主要用于有色金属、非金属材料的高效精密加工,尤其是加工高硅铝合金、纯铝、铜合金等材料,具有极高的加工效率。
PCD刀具常用规格选型表:
| 图片 | 型号 | 切刃长度 | 刀片厚度 | 孔径 | 详情 |
|---|---|---|---|---|---|
 |
CCGW | 6.35-12.7mm | 2.38-4.76mm | 2.8-5.5mm | 查看详情 |
 |
DCGW | 6.35-12.7mm | 2.38-4.76mm | 2.8-5.5mm | 查看详情 |
 |
TCGW | 4.76-9.525mm | 2.38-3.97mm | 2.4-4.4mm | 查看详情 |
 |
TPGW | 4.76-9.525mm | 2.38-3.18mm | 2.4-3.3mm | 查看详情 |
 |
VBGW | 6.35-9.525mm | 3.18-4.76mm | 2.8-4.4mm | 查看详情 |
 |
VCGW | 6.35-9.525mm | 3.18-4.76mm | 2.8-4.4mm | 查看详情 |
更多资讯,敬请 垂询!
PCD刀具优势:
- 超高硬度与耐磨性: 硬度可达HV8000-10000,远高于硬质合金刀具,加工高硅铝合金、碳纤维复合材料时,刀具寿命是硬质合金的50-100倍,大幅降低换刀频率。
- 低摩擦与抗粘结性: 与有色金属(铝、铜等)亲和性极低,切削时不易产生积屑瘤,可获得Ra0.1μm以下的高精度表面质量,避免工件表面划伤。
- 高导热性: 导热系数是硬质合金的5-10倍,切削热可快速传导至刀体,减少工件热变形,适配高速切削工况。
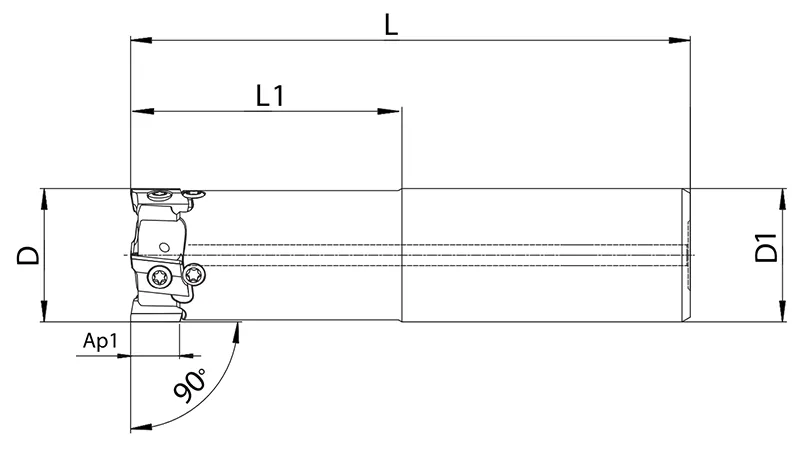
面铣刀介绍:
面铣刀是一种常用的铣削刀具,用于有色金属的端面铣削,方肩铣削。 具有超高的灵活性,同时可以进行粗加工和精加工,减少了更换刀具造成的高成本停机时间。
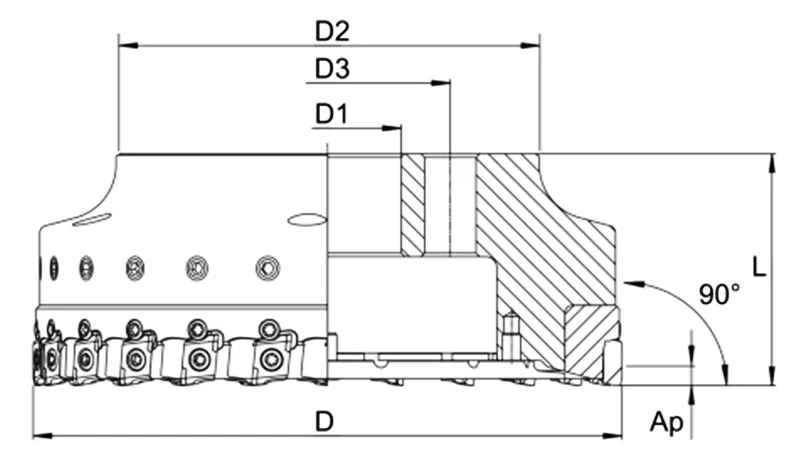
面铣刀常用规格选型表:
| 物品 | 型号 | D | D1 | D2 | D3 | L | Ap Max. | Z | kg | RPM Max. | 工件材质 |
M1
  |
|
25 | 25 | - | — | 130 | 4 | 3 | 0.5 | 25000 | Steel |
| |
32 | 32 | - | — | 130 | 4 | 4 | 0.8 | 25000 | Steel | |
M2
  |
|
40 | 16 | 36 | — | 40 | 11 | 6 | 0.36 | 40000 | Steel |
| |
50 | 22 | 45 | — | 40 | 11 | 8 | 0.55 | 35100 | Steel | |
| |
63 | 22 | 45 | — | 40 | 11 | 10 | 0.75 | 30200 | Steel | |
| |
80 | 27 | 50 | — | 50 | 11 | 12 | 0.96 | 27500 | Steel+Aluminum | |
| |
100 | 32 | 70 | — | 50 | 11 | 16 | 1.45 | 23800 | Steel+Aluminum | |
| |
125 | 40 | 90 | — | 63 | 11 | 20 | 2.4 | 19100 | Steel+Aluminum | |
| |
160 | 40 | 115 | 66.7 | 63 | 11 | 24 | 3 | 14900 | Steel+Aluminum | |
| |
200 | 60 | 150 | 101.6 | 63 | 11 | 30 | 4.25 | 11900 | Steel+Aluminum | |
| |
250 | 60 | 200 | 101.6 | 63 | 11 | 36 | 6.5 | 9550 | Steel+Aluminum |
(配备各种规格型号对应的配件,其他特殊型号铣刀详情欢迎垂询定制!)
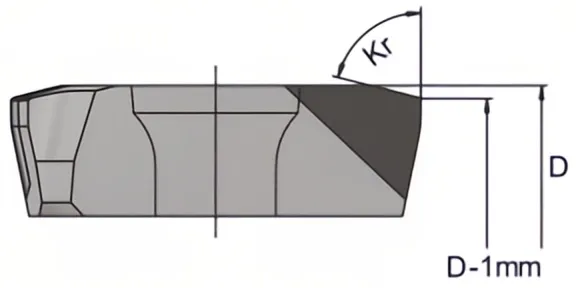
铣刀片常用规格选型表:
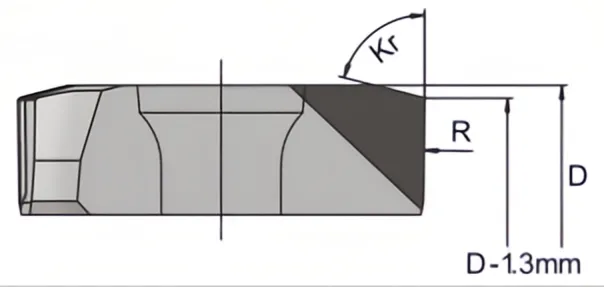
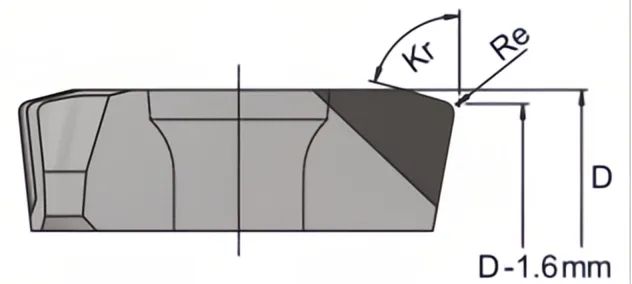
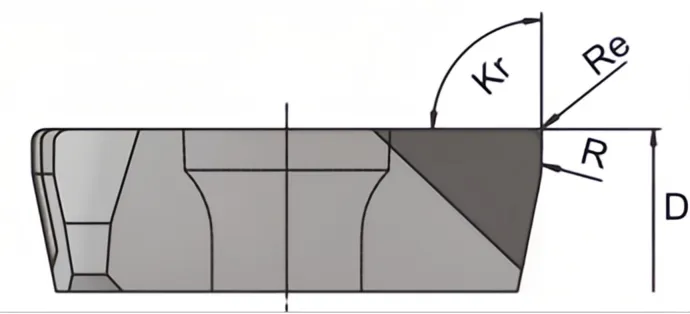
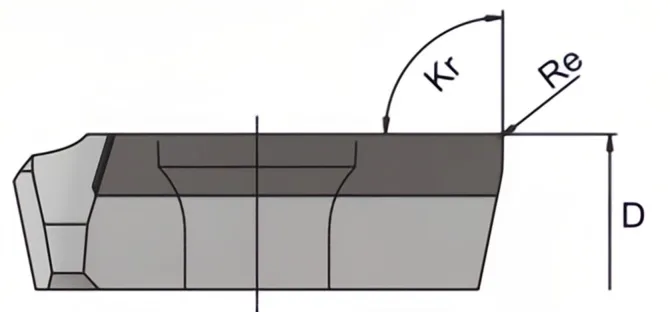
PCD铣刀片具有多种主偏角设计,修光刃设计和多种圆角半径可选,满足不同场合的端面铣削和方肩铣削。
| 示意图 | 刀盘直径 | 型号 | 刃口 | 尺寸 | |||||
| 25-40 mm | >40 mm | 刃数 | 平行刃带宽度 | 最大刃长 | Kr (°) | Re (mm) | |||
Standard 75°
 |
- | √ | F/T | 1 | 1 | 4 | 75 | - | |
| √ | - | F/T | 1 | 1 | 4 | 75 | - | ||
| - | √ | F/T | 2 | 1 | 4 | 75 | - | ||
Wiper 75°
 |
- | √ | F/T | 1 | 4 | 4 | 75 | - | |
| √ | - | F/T | 1 | 4 | 4 | 75 | - | ||
| - | √ | F/T | 2 | 4 | 4 | 75 | - | ||
Corner 75°
 |
- | √ | F/T | 1 | - | 4 | 75 | 0.4 | |
| √ | - | F/T | 1 | - | 4 | 75 | 0.4 | ||
| - | √ | F/T | 2 | - | 4 | 75 | 0.4 | ||
Universal 90°
 |
- | √ | F/T | 1 | 1.5 | 4 | 90 | 0.4 | |
| - | √ | F/T | 1 | 1.5 | 4 | 90 | 0.4 | ||
| √ | - | F/T | 1 | 1.5 | 4 | 90 | 0.4 | ||
| - | √ | F/T | 2 | 1.5 | 4 | 90 | 0.4 | ||
Full Length 90°
 |
- | √ | F/T | 1 | 1.5 | 11 | 90 | 0.4 | |
| - | √ | F/T | 1 | 1.5 | 11 | 90 | 0.4 | ||
| √ | - | F/T | 1 | 1.5 | 11 | 90 | 0.4 | ||
备注:
刃口F: 针对工况较好及一般的切削加工;
刃口T: 针对工况较差的切削加工。