大尺寸套圈的加工
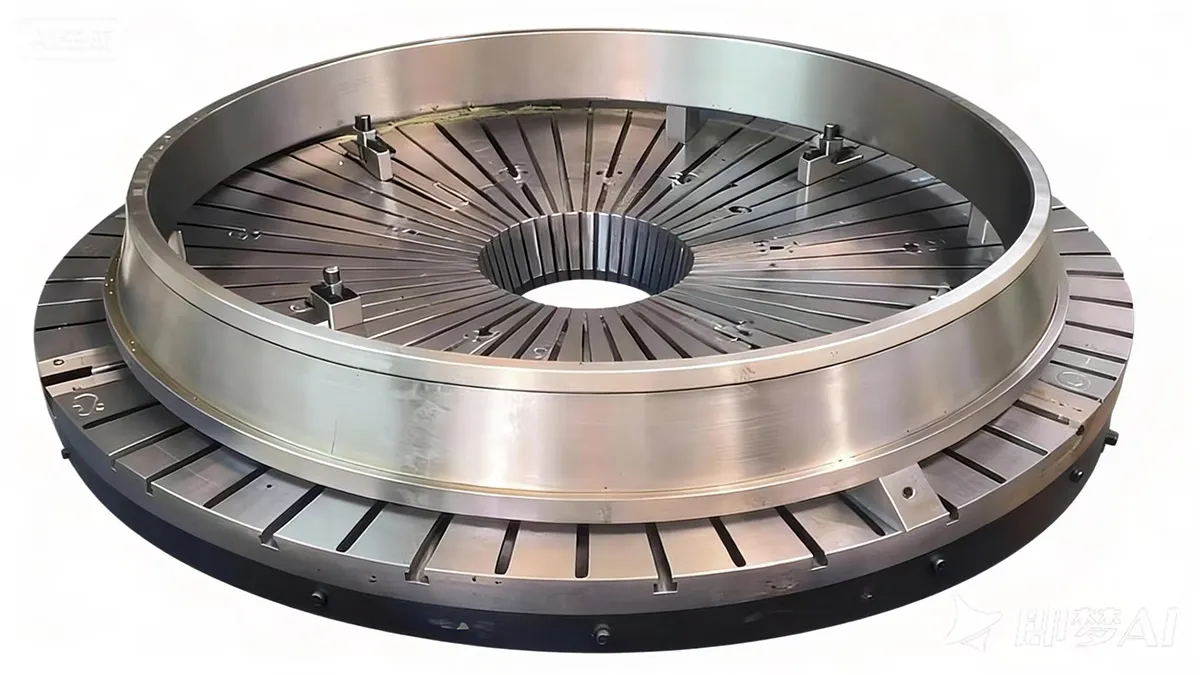
大套圈是轴承的关键承载部件(通常指内径≥100mm的套圈),通常一套轴承包含内圈和外圈两个套圈,核心作用是支撑滚动体、引导旋转精度,需满足高圆度、高圆柱度、低粗糙度的技术要求。
大轴承套圈作为大型轴承的核心部件,主要应用于重型装备、新能源、轨道交通、海洋工程等对承载能力和运行稳定性要求极高的领域。
大尺寸套圈的推荐工艺路线
材料准备
软车
探伤(高要求)
热处理
端面磨(硬车)
硬车
精磨
超精(如需)
关键工序的加工解决方案:
硬车
存在的难点
- 大尺寸套圈的圆度、圆柱度、端面跳动公差要求严苛,硬车过程中切削热易导致工件热变形,加上装夹时的夹紧力不均,极易造成尺寸超差,同时大直径工件旋转时的离心力也会干扰加工稳定性;
- 部分大轴承套圈壁厚较薄,硬车时的切削力和切削热会使套圈产生变形,卸夹后回弹会破坏已加工精度,难以控制表面粗糙度与形位精度;
- 大尺寸套圈切削过程中易出现颤振,导致工件表面产生振纹,影响表面质量和刀具寿命,对机床主轴刚性、工装夹具的设计要求极高;
- 大轴承套圈硬车时硬度多在HRC58-62,对刀具耐磨性、抗冲击性要求极高,普通刀具不仅消耗成本高,还会因频繁换刀影响加工效率。
解决方案
推荐设备: 立式精密车削机床

该机床采用CNC数控系统,粗加工内外滚道,精加工档边、轴肩、沟槽,机床采用液压卡盘配合软爪装夹,夹持力均匀,减少工件夹持变形;薄壁套圈可搭配胀套夹具,或搭配电磁吸盘。
耗材推荐: PCBN车削刀具

PCBN车削刀具,耐磨性强,切削刃锋利,确保加工表面的粗糙度。
超精
存在的难点
- 超精工艺参数协同难度大: 超精加工的油石粒度、压力、进给速度、振荡频率需与套圈材质、硬度精准匹配,大尺寸套圈的接触面大,油石磨损不均易导致表面粗糙度和波纹度失控。
- 大尺寸工件表面质量一致性差: 大轴承套圈的端面、内/外圆周长较长,超精过程中油石与工件的接触压力难以全程均匀,易出现局部“过抛光”或“抛光不足”,导致套圈各部位表面纹理、残余应力分布不均,影响轴承的装配精度和运行寿命。
- 装夹与振动抑制要求严苛: 大套圈刚性相对较弱,超精时的装夹力过大会引发工件微变形,装夹力过小则易产生相对滑动或振动;同时超精设备的主轴回转精度、油石振荡机构稳定性不足,会直接导致工件表面产生振纹,破坏超精后的镜面效果。
解决方案
推荐设备: 立式复合超精机
该机床配备电永磁吸盘,用细粒度油石对套圈滚道、沟道作微量切削与抛光,提升轴承疲劳寿命和表面精度。