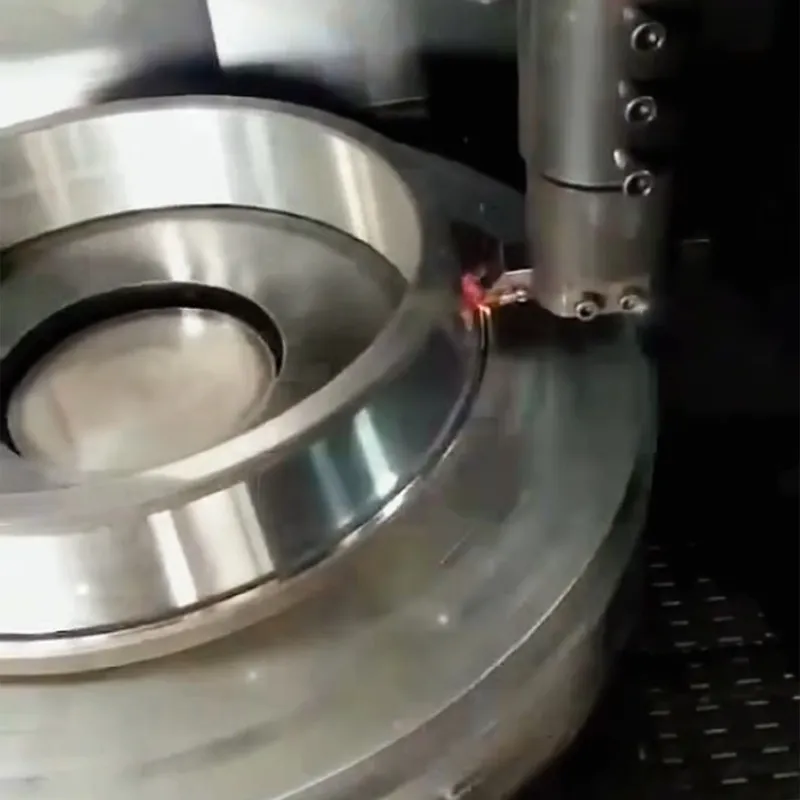
套圈档边加工-粗糙度达到Ra0.35
客户所处行业:风电轴承行业
面临挑战:
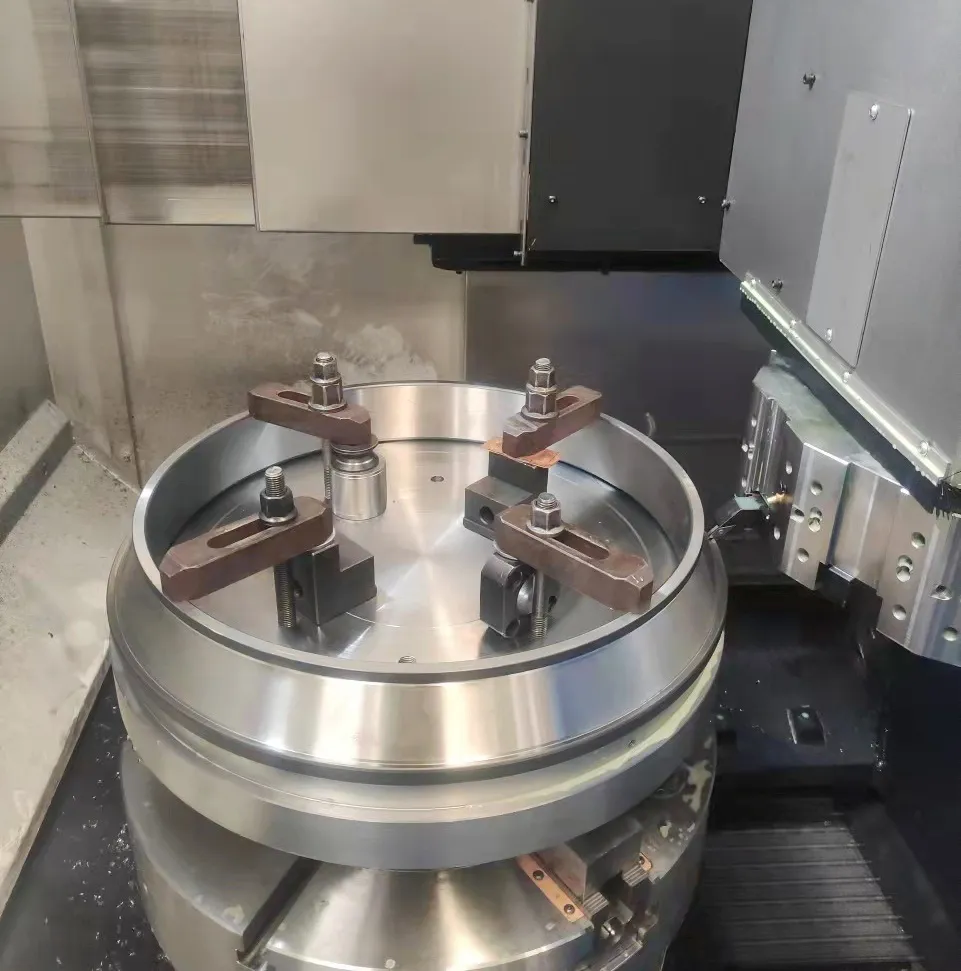
- 装夹变形: 套圈夹紧变形严重,影响切削精度;
- 稳定性难把控: 加工过程中的切削热、工装热变形影响尺寸稳定性;
- 加工效率低: 原方案切削效率低,换刀与对刀费时费力;
解决方案:
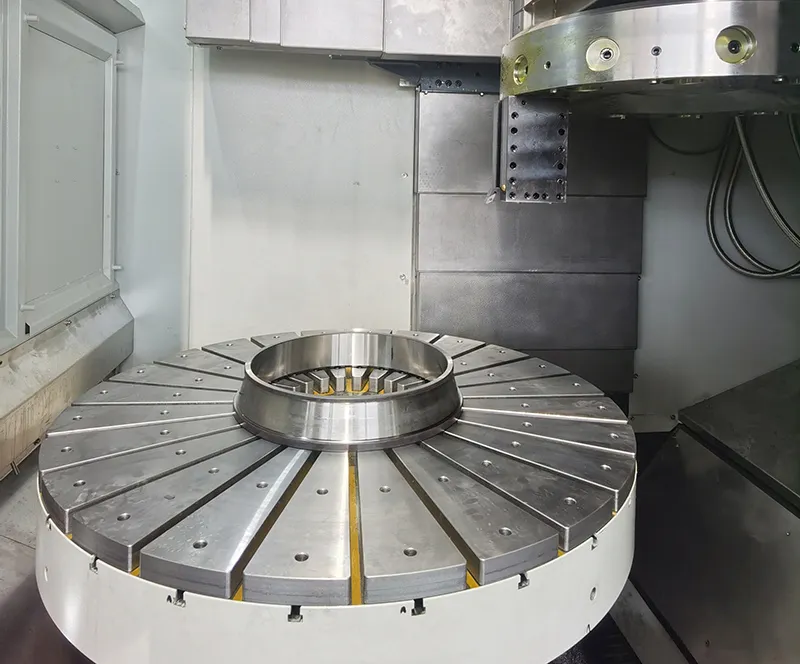
采用数控立式车削机床,配备特殊修光刃的PCBN刀片,实现高效高精度生产。
方案成果:
- 生产效率: 提升100%,加工周期从12小时减少至6小时;
- 产品质量: 粗糙度提升150%,达到Ra0.35μm;
- 加工成本: 单件加工成本降低40%;
- 客户评价: “此设备加工方案大大地提升了产品的光洁度,保证了生产成果的稳定性,节约成本,提升效率。”